| جدایش لایهها یا لایه لایه شدن چاپ هنگامی اتفاق میافتد که لایه های یک قطعه چاپ شده از هم جدا شوند یا کاملاً به هم نچسبند. این پدیده منجر به ترک های ناجوری میشود که ممکن است خلاصی از آن پرزحمت به نظر برسد ولی در واقع، کار سختی نیست. با چند ترفند بیشتر در نرمافزار اسلایسر و شاید چند مورد در خود چاپگر، شما با این صحنه وداع میکنید. ولی برای رفع این ایراد باید در ایتدا منشا آن را بطور دقیق شناسایی کرد.
محیط سرد بزرگترین عامل در لایه لایه شدن ABS است. لایه لایه شدن یا ترک خوردگی لبه/گوشه در اثر فشارهای پیچیده ایجاد میشود که چسبندگی لایه اول، از اتصال بین لایهای بعدی قویتر باشد. یا وقتی اتفاق میافتد که صفحه ساخت گرم شده، اجازه میدهد تا کف قطعه بدون پیچ و تاب ساخته شود تا زمانی که ارتفاع زیاد قطعه اجازه ندهد تا به اندازه کافی توسط صفحه گرم شود. در هر صورت، چون گوشههای لایه اول نمیتوانند بلند شوند، بنابراین ترک های چاپی در جای دیگر برای کاهش استرس ایجاد میشوند. |
|
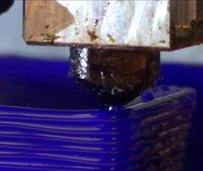
| تمام تنش تابیدگی ABS، به نوبه خود، ناشی از انقباض حرارتی مکرر لایه پلاستیک تازه نشان ده شده در بالای قطعه است. فرآیند FDM پلاستیک گرم و منبسط شده را روی پلاستیک خنک و منقبض میچسباند. هنگامی که لایه جدید خنک میشود ، سعی در انقباض دارد، اما به لایه ای که قبلاً کاملاً خنک شده، چسبیده است و این پدیده، یک تنش برشی بزرگ بین دو لایه ایجاد میکند. تجمع آن تنش های برشی در بسیاری از لایه های متوالی باعث ایجاد نیروی خمشی در مقیاس بزرگ در کل چاپ میشود. این همان چیزی است که باعث پیچ و تاب و لایه لایه شدن میشود.
هرچه لایه قبلی کمتر از نقطه شیشه پلاستیک خنک شود، انقباض حرارتی آن کمتر از لایه بعدی کاهش مییابد و بنابراین، با خنک شدن لایه بعدی، استرس کمتری جمع میشود. بنابراین دمای محیط بزرگترین چیزی است که میتوانید کنترل کنید: اگر محیط چاپگر شما کمتر از oC 35 است ، احتمالاً شما حتی نباید زحمت چاپ ABS را به خود بدهید. یک محیط oC 50 به طور قابل توجهی بهتر است و با پیچ و تاب و لایه لایه شدن حداقلی همراه خواهد بود و این دما در محدوده شرایط محیطی اکثر موتورها و بوردهای الکترونیک است. اکسترودرهای دارای خنک کننده هوا معمولاً میتوانند ABS را با اطمینان در دمایی oC 60 محیط اکسترود کنند ولی بیشتر از آن ممکن است مستعد گرفتگی باشند. همچنین قطعات ساختاری پلاستیکی موجود در چاپگر خود را فراموش نکنید. |
 |
|
چاپگرهای صنعتی ABS با محفظه ساخت گرم ABS را در یک محیط oC 85-75 و دارای جریان هوا زیادی چاپ میکنند. از نظر رژیم های خنک کننده، ABS در یک محفظه oC 80 بسیار شبیه به PLA در یک محیط با دمای اتاق است اما مقدار زیادی جریان هوا برای جزئیات خوب نیاز دارد. حال اجازه بدهید برای ادامه کار سراغ ترفندها برویم: |
|
|
ترفند 1؛ دمای نازل را افزایش دهید. اولین (و شاید مشهورترین) راه حل برای جداسازی لایه افزایش دمای نازل چاپگر شما است. لایه ها با همجوشی با گرما به هم میچسبند. اگر دمای مواد اکسترود شده کم باشد، نمیتوانند به لایه قبلی بچسبند. علاوه بر آن، فن خنک کننده باعث میشود مواد خیلی سریع جامد شوند و در نتیجه جدایی بین لایه ها ایجاد شود. با دمای معمولی چاپ خود شروع کنید و آن را در گامهای 5 درجه سانتیگراد افزایش دهید تا شاهد بهبودی باشید. البته چاپ ABS در دمای نازل بالاتر (مثلاً 250) باعث بهبود چسبندگی لایه میشود و احتمال لایه لایه شدن کمتر میشود ولی همان تنشهای ایجاد کننده تابیدگی وجود خواهد داشت. اما اتصال لایه ممکن است از فشارهای داخلی در آن قسمت قوی تر باشد و بنابراین مانع جدایش لایهها شود. برای یافتن بهترین دما برای چاپگرتان، بهترین دما را برای انواع مختلف فیلامنتها بخوانید. توجه: اگر برخی بیرون زدگی یا اکستروژن بیش از حد در قطعات مشاهده کردید، دما را به پایین برگردانید و به سراغ روش بعدی بروید. |
|
|
ترفند 2؛ دمای خنکسازی را تنظیم کنید. با خواندن بخش قبلی، احتمالاً این مورد را پیش بینی کردهاید. اگر شما جدایش لایهها را تجربه کردهاید، و تنظیم دمای چاپ تفاوت چندانی ایجاد نکند، مشکل میتواند از فن خنک کننده باشد. ابتدا بررسی کنید که فن خنک کننده چاپ به سمت مدل چاپ باشد. در این حالت، سعی کنید سرعت فن را در گامهای 10 درصدی کاهش دهید. احتمالاً کاهش قابل توجهی در ترکها مشاهده خواهید کرد. |
|
| ترفند 3؛ افزایش سرعت جریان
این رفع اشکال از نوع اول است. با افزایش سرعت جریان چاپگر (یا چند برابر کننده اکستروژن)، مذاب بیشتری از نازل بیرون میآید و منجر به اتصال محکمتر بین لایهها خواهد شد. با میزان اکستروژن طبیعی خود شروع کنید و آن را در گامهای 5 درصد افزایش دهید. اگر مشکلات چاپ ناشی از اکستروژن زیادی مشاهده کردید، سرعت جریان را کمی کاهش دهید. چون بنا نیست برای حل یک مشکل مشکل دیگری ایجاد کنید. |
 |
| ترفند 4؛ سرعت چاپ را کاهش دهید.
جداسازی لایه چاپ سه بعدی میتواند در اثر سرعت زیاد چاپ ایجاد شود. اگر هد چاپگر خیلی سریع در حال حرکت باشد، مذاب خروجی فرصت لازم را برای اتصال خوب با لایه قبلی نخواهد داشت. اگر اصلاحات قبلی چاپ شما را بهبود نمیبخشد، سعی کنید سرعت چاپ خود را در گامهای 10 میلی متر در ثانیه کاهش دهید. سرعت چاپ میتواند بر مشکلات مختلف چاپ تأثیر بگذارد، شاید شما بتوانید با یک تیر دو نشان را بزنید. |
|
|
ترفند 5؛ از نازل بزگتر استفاده کنید. اگر با همه موارد دیگر جدایش لایهها اصلاح نشد، سعی کنید از یک نازل بزرگتر استفاده کنید. این کار به شما امکان چاپ با عرض خط ضخیمتر را میدهد که منجر به چسبندگی بهتر لایه ها میشود. اگر به طور معمول از نازل 0.4 میلی متری استفاده میکنید، نازل 0.5 میلیمتر را استفاده کنید و ببینید آیا تفاوت ایجاد میکند یا نه. البته به خاطر داشته باشید اگر از نازل بزرگتری استفاده میکنید، باید دمای چاپ و سرعت جریان را نیز افزایش دهید. نازلهای بزرگتر از 0.4 استحکام بالاتر، زمان چاپ کمتر و خطاهای مرتبط با نازل کمتری در چاپ نشان خواهند داد و نازلهای کوچکتر، ضمن دقت بالاتر چاپ و آسانی حذف ساپورتها، بیشتر دچار گرفتگی میشوند. در هر حال با کمی ترفند می توانید مدل زیباتری را به صورت سه بعدی چاپ کنید. |
  |




{kind=link}
بدون دیدگاه